











Industries | Temperature Monitoring in the Processing of Plastics
High-Class Tools for Ideal Results
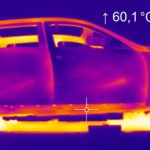
The plastics industry poses a challenge for the non-contact temperature measurement. Throughout the respective stages of the manufacturing process, for example in injection moulding processes or thermoforming, several different temperature ranges have to be monitored and analysed in order to ensure a high quality level of the plastics product. To meet these expectations, Optris has developed specific infrared measuring devices for the themperature surveillance in the processing of plastics.
The following articles and our brochure Non-contact temperature measurement in the plastics industry will introduce you to several application examples, in which optris thermometers and infrared cameras are successfully applied. Should your application be missing, please use our pyrometer selector to find the proper device for your needs or contact our application engineers.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationEmissivity and Temperature Measurement of Plastics
Emissivity is a key factor in the accurate measurement of temperatures. It depends on various influences and must be adjusted according to the application.
Emissivity theoretically depends on the material, its surface quality, wavelength, the measuring angle and, in some cases, even the applied measuring configuration. Plastics with a thickness of > 0.4 mm and pigmented films can be measured very easily in the long-wave IR spectral range (8-14 μm) with emissivities of ≥ 0.9.
Very thin plastic films are, however, transparent in this spectral range, meaning that a temperature measurement is only possible with the aid of material-specific absorption bands in the IR spectrum via correspondingly narrow-band sensitive IR sensors. Polyethylene, polypropylene, nylon and polystyrene, for example, are IR opaque at 3.43 μm; for polyester, polyurethane, Teflon, FEP and polyamide, in contrast, it is 7.9 μm.
Line Scan with Compact Infrared Camera for Thick Plastic Films
Plastics processors produce a wide range of products of various dimensions, thicknesses, textures, colors and embossed patterns. Here the manufacturing is subject to numerous thermal processes which have to be continually and rigorously checked at various critical points.
In order to ensure quality, a high level of temperature homogeneity is required and this is checked at various stages, including during thermoforming and in the calender zone, by means of a line scan.
When using an infrared camera as a line scanner, an arbitrary line is selected from the detector array. In addition to the compact construction and the lower price, there are two signifi cant benefi ts: the line to be scanned can be positioned anywhere using the software and the user receives a complete IR image quasi as additional information – these are important advantages, especially during system setup.
Accurate Multiple-Point Measuring
The cameras can accurately measure surface temperatures of moving measurement objects using minimal apertures. This function is of particular signifi cance in the plastics industry, since homogeneity of foil temperature has a direct impact on the quality of the fi nal product. During the production process, temperatures are measured accordingly at many points and it is possible to intervene in the process, when necessary, if there are deviations in setpoint temperatures.
The optris PI 640, in combination with the 90° lens, allows for high-resolution line scanning with up to 800 pixels and a maximum scan angle of 111° with the use of the diagonal dimension.
Plastics Applications

Flat film and Sheet Extrusion
In flat film and sheet extrusion the molten mass is pressed through a wide slit die and then processed further using a calender. In this process the film is gradually cooled. The infrared sensors measure the temperature of the film at various points, thereby monitoring the process. Infrared cameras also allow cracks and surface defects to be detected.

Rotational Molding
In (partial) induction hardening an area is brought to a required hard-ness temperature and subsequently quenched. For this process it is extremely important to adhere to an optimum time/temperature profile in order to achieve the desired structural composition of the metal.

Injection Molding
Injection molding is the most common production process in the manufacture of moldings from thermoplastic polymers. It is used in particular in the intermittent mass production of complex moldings where the size of the workpieces ranges from the smallest of cogs right up to large containers.

Blown Film Extrusion
Similar to injection molding, the molten mass is pushed out of the extruder however, in this case not into a die, rather through a die with a ring nozzle. The resulting film tube is then pulled vertically and blown up in the process. During this process air is used to cool the tube both inside and out.

Thermoforming
To avoid local burning and crack formation, an even temperature of the material is of importance during thermoforming processes. Thermal imagers are used to retract the temperature regime of equipment. Punctual measuring pyrometers take care of the temperature control during production by monitoring defined measurement points.

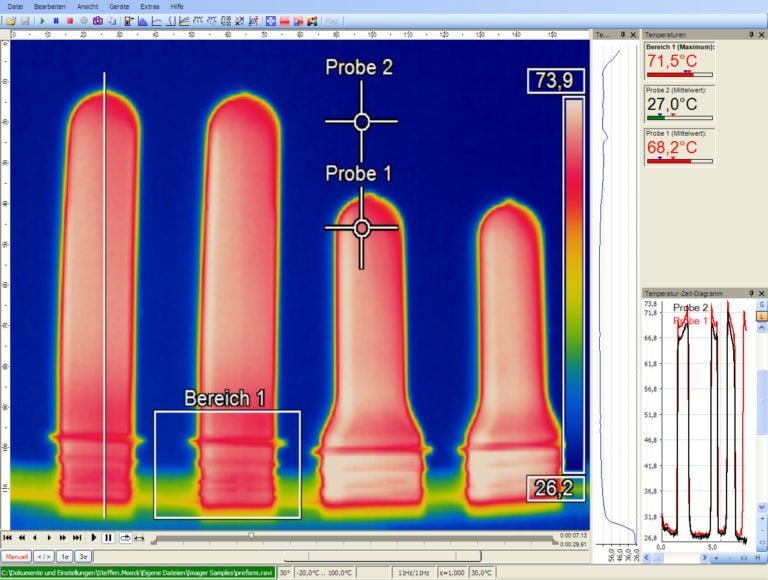
Injection Stretch Blow Molding
The injection blow process is very common for the production of PET bottles. A PET preform (injection molded part) will be heated and pressed into a form by compressed air. To control the preform temperature at different spots, fast punctual measuring pyrometers (response time 6 ms) or the fast thermal imager (frequency 100 Hz) are recommended.
More Industries
Contact for Advice and Sales Worldwide
We offer comprehensive advice for your individual applications
Our experienced application engineers ensure competent and reliable customer service in the field. In addition, Optris works closely with numerous distribution partners worldwide.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Managing Director:
Dr.-Ing. Ulrich Kienitz
