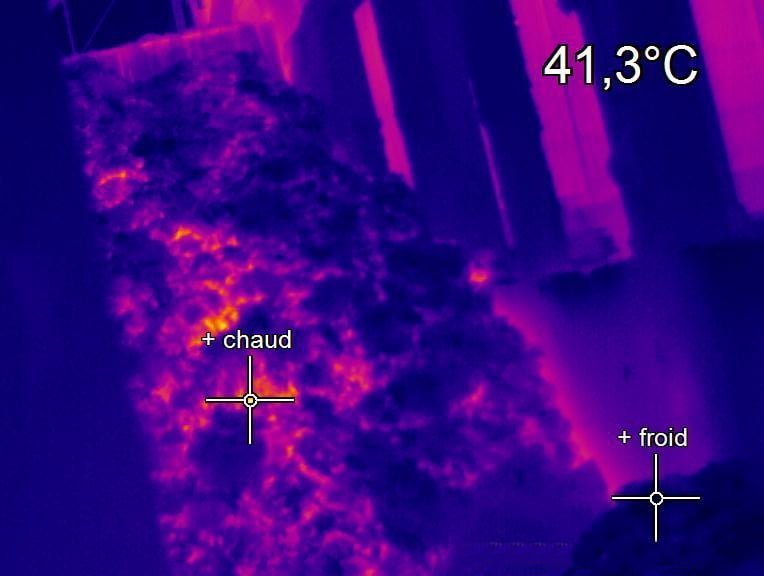



La stabilité des pièces produites est un facteur primordial dans le moulage par injection. Lors du moulage par injection, la matière plastique liquide est injectée sous pression dans un moule. La peau du composant ainsi produit est déjà solidifiée lors du démoulage, ce qui permet de préserver la forme de la pièce. Très souvent, le noyau est encore liquide à ce moment-là, et la chaleur emmagasinée est dissipée peu à peu de l’intérieur vers l’extérieur. Si la chaleur résiduelle emmagasinée dans le composant reste trop importante pendant le démoulage, la pièce va subir une déformation. Les cotes ne sont alors plus respectées.
La caméra thermique optris PI permet aux fabricants d’optimiser la température des outillages via les systèmes de chauffe et de refroidissement. Une surveillance en ligne à 120 Hz permet de détecter la température maximale des pièces après le démoulage. De cette manière, on peut réagir et compenser les variations de température. Si la température se trouve au niveau supérieur de la plage spécifiée, il faut augmenter le temps de fermeture. Si elle est inférieure, on peut réduire le temps de fermeture.
Jusqu’à présent, dans la plupart des cas, on a contrôlé les températures des composants par échantillonnage seulement, et on a utilisé un temps de fermeture plus long pour être sûr. Toutefois, ceci constitue un gaspillage énorme de ressources. La caméra thermique optris PI a permis de remédier à cette situation chez les producteurs de pièces moulées par injection. Elle surveille la production sans aucune perturbation en mesurant sans contact la température des composants. La productivité augmente étant donné que plus de composants sont produits dansle même laps de temps.
![]() “Temperature measurement within the plastics industry” en PDF (1.2 MB)
“Temperature measurement within the plastics industry” en PDF (1.2 MB)